8 июля 2017
Несколько практических советов по работе на ленточнопильном оборудованииВот Вы приобрели ленточную пилораму и уже смонтировали на площадке, следующим этапом Вашей работы организовать заточной участок. Почему этому мероприятию необходимо уделить достаточно серьезное внимание, просто по статистике качество пиления зависит от состояния и настройки станка и от инструмента.
Есть проблема связана с подготовкой инструмента, советуем обратить особое внимание на следующие моменты. Основная проблема заточника при работе на заточном станке, состоит в том, чтобы выдерживать профиль камня. От его правильного положения зависит профиль зуба, а при его изменении меняются параметры распиловки и часто – в 95% случаев — появляются трещины во впадине зуба.
1. Правильно натягивайте ленточную пилу.
В процессе эксплуатации для увеличения срока службы ленточной пилы необходимо производить правильное ее натяжение на шкивах.
Величина натяжения, ленточной пилы в зависимости от ее ширины и марки стали, заданы в ее характеристиках, для контроля усилия натяжения на практике используют прибор «Тензометр», который можно приобрести у производителя.
Ленточная пила не должна находиться в работе больше 2-х часов. По истечении данного времени она должна быть снята со станка и вывешена в свободном состоянии не менее чем на 24 часа для снятия усталостных напряжений.
2. Используйте правильную смазку для лезвия ленточной пилы.
При пилении свежеспиленного леса за счет высокой смолистости (хвоя) и большого количества соков в древесине при распиловке бревна на доске зажимает режущий инструмент в пропиле, происходит налипание смолы на режущие кромки инструмента и, кроме того, плохо выносятся опилки. Скорость подачи может снизиться в несколько раз, а в ленточных пилорамах из-за малой ширины пропила может произойти и полная остановка вплоть до заклинивания. На ленточных пилорамах происходит интенсивное налипание смолы на шкивы рамы, и нарушается стабилизация пилы в пропиле – вот одна из основных причин появления «волны». Решают эту проблему более интенсивным расходом смазывающей жидкости. В качестве смазочно-охлаждающей жидкости (СОЖ), в большинстве случаев, хватает просто воды, либо воды с добавлением моющего средства («Fаiry» и т. п.). Однако при низких температурах лучше всего применять смесь из 50{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec}-80{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} дизтоплива или керосина и 50{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec}-20{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} моторного масла, либо масла для смазки шин бензопил. Неплохие результаты при пилении хвойных пород дает так же применение скипидара.
В случае использования воды в качестве СОЖ необходимо по окончании работ протереть шкивы и ленту моторным маслом.
3. Всегда ослабляйте натяжение ленточной пилы.
Когда Вы закончите работу, снимите натяжение с пилы. При работе полотно пилы нагревается и растягивается, а затем при остывании сжимается на десятые доли миллиметра. Поэтому ленты, оставленные на шкивах под нагрузкой, перегружают сами себя, и на них образуется отпечаток от двух шкивов, который вызывает появление трещин во впадинах между зубьями.
4. Используйте правильный развод зубьев.
Развод правильный, если в пространстве между полотном пилы и обрабатываемой древесиной у Вас находится 65–70{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} опилок и 30–35{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} воздуха. Если у Вас слишком большой развод зубьев для имеющейся массы или толщины древесины, то в пропиле будет находиться слишком много воздуха и недостаточно опилок. У Вас будут чрезмерно большие потери на опилки, и как следствие, большая шероховатость обрабатываемой древесины. Если же развод недостаточный, Вы не получите достаточно сильного воздушного потока для удаления опилок из пропила. Признаком этого являются горячие опилки. Это может нанести самый разрушительный вред пиле: рабочие интервалы будут короткими, пила преждевременно выйдет из строя. Опилки должны быть холодными на ощупь. И, наконец, при недостаточном разводе и неправильном угле заточки пила будет вырезать на доске волну. С нашей точки зрения, Вы не можете работать при одной и той же разводке зубьев с бревнами разного диаметра, строевым лесом и брусом.
Вы должны сортировать лесоматериал.
На каждые 20–25 сантиметров увеличения в размере необходимо увеличивать разводку примерно на 18{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} в зависимости от того, древесина твердая или мягкая, влажная или сухая. Единственный способ добиться нужной разводки — провести контрольные распилы определенного бревна. Увеличивайте разводку на 5–8 сотых миллиметра с каждой стороны до тех пор, пока не станут, видны следы зубьев. Это означает, что Вы работаете при смешанном воздухе с опилками в пропорции 50/50. После этого уменьшите разводку зубьев на 8–10 сотых с каждой стороны, и Вы достигните нужного результата.
Обратите внимание: Вы должны разводить только верхнюю восьмушку зуба, а не среднюю или нижнюю. Вам не нужно, что бы впадина между зубьями заполнялась полностью при пилении. Когда Вы работаете с мягкой древесиной, будь она влажной или сухой, стружка увеличивается в объеме в 4–7 раз по сравнению с ее состоянием на клеточном уровне. Твердые породы дерева, влажного или сухого, увеличиваются в объеме лишь в 1/2–3 раза. Это означает, что, если Вы распиливаете 45-ти сантиметровые сосновые бревна, Вам потребуется развести зубья на 20{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec} больше, чем когда работаете с 45-ти сантиметровыми дубовыми бревнами. Всегда разводите зубья перед заточкой.
5. Правильно затачивайте пилу.
Существует только один способ заточки ленточных пил. Камень должен пройти по поверхности зуба вниз, вокруг основания впадины между зубьями и вверх вдоль обратной стороны зуба одним непрерывным движением.
Вы должны сохранить профиль зуба и межзубовой впадины.
Пространство между зубьями (галлет) — это не мусоросборник для опилок. От него зависит силовой поток воздуха, охлаждение стали и удаление опилок.
Если у Вас правильный развод зубьев, воздух подается вдоль бревна с той же скоростью, что и пила, в результате опилки засасываются в галлет. Опилки значительно охлаждают его, проходя вокруг внутренней и внешней стороны следующего зуба. Необходимо, чтобы пространство между зубьями было заполнено на 40{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec}, что обеспечит необходимое охлаждение и увеличит время работы пилы.
6. Установите правильный угол заточки.
Благодаря глубоким галлетам, мы можем использовать уменьшенные углы заточки, которые передают меньше тепла на кончик зуба. В серии лент используется угол наклона крюка 10 градусов, который способен проникать в большинство поверхностей древесных пород от средне твердых до средне мягких.
Общее правило таково: чем древесина тверже, тем угол заточки меньше.
Не доверяйте шкалам и измерительным линейкам на Вашем заточном станке!
Штифты и направляющие на нем изнашиваются. В процессе работы изменяется профиль камня.
Для контроля правильности углов заточки используйте транспортир.
Внимание: мы рекомендуем менять пилы каждые два часа непрерывной работы, давая им при этом отдохнуть не менее суток.
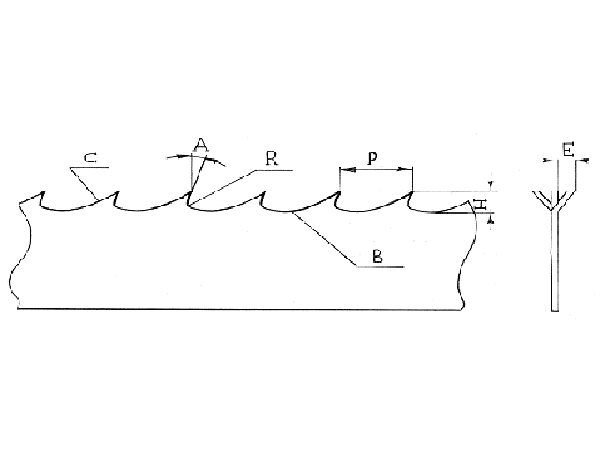
На рис. 1 приведены некоторые параметры полотна, определяющие его долговечность и производительность где:
А – угол заточки, это угол между передней поверхности зуба и плоскостью перпендикулярной спинке пилы;
В – впадина зуба;
С – задняя поверхность зуба;
Е – развод, это отклонение зуба от вертикали. Линия развода (место отгиба зубьев) находится на расстоянии 1/3 от вершины зуба;
R — радиус впадины;
Р – шаг зуба, это расстояние между двумя зубьями;
Н – высота зуба, это расстояние от основания зуба до его вершины.
Зависимость параметров пилы от типа древесины
| Тип древесины |
Параметры пилы |
| Угол заточки |
Минимальная высота зуба, мм |
Величина развода, мм |
| Мягкие лиственные породы |
12–16 |
4,8 |
0,54–0,66 |
| Мягкие хвойные породы, средней смолистости |
12–16 |
4,8 |
0,52–0,66 |
| Мягкие хвойные породы, высокой смолистости |
12–15 |
4,8 |
0,52–0,60 |
| Твердолиственные породы |
8–12 |
4,5 |
0,41–0,46 |
| Мягкие лиственные породы, мороженные |
8–12 |
4,5 |
0,46–0,56 |
| Мягкие хвойные породы, средней смолистости, мороженные |
8–12 |
4,5 |
0,46–0,56 |
| Мягкие хвойные породы высокой смолистости, мороженные |
10–12 |
4,8 |
0,41–0,51 |
| Твердолиственные породы, мороженные |
8–12 |
4,5 |
0,41–0,46 |
7. Подготовка материала
Также появления трещин в полотне пилы является распиловка неподготовленного материала. При распиловке сырого леса возникают ударные нагрузки, которые и приводят к появлению трещин. Для сырого леса требуются более острые углы, высокий зуб, а перепад плотностей на хвойных породах в отношении древесины/сучок достаточно большой, то есть требует разных параметров зуба, в результате имеют место большие ударные нагрузки. Не рекомендуется пускать в распиловку свежеспиленный лес (влажностью более 70{423aa64861645532dacdd41ecde5cc2958e82128c77100965324a479fc37feec}). Необходимо выдержать бревна после спиливания хотя бы месяц, а лучше три, что бы снизилась влажность древесины.
Перед распиловкой бревна необходимо очищать кору от песка и грязи. В летний период можно мыть бревна в бассейне, если есть такая возможность, или топором срубать кору на той стороне бревна, где пила заходит в кору. Существуют и специальные окорочные станки. Можно приобрести пилораму с подрезным узлом-дебаркером. Дебаркер производит предварительный надрез коры по плоскости распила маленькой циркулярной пилой. В любом случае все эти методы себя оправдывают, поскольку позволяют сохранить дорогостоящий инструмент и продлить его «жизнь» примерно в два раза
Надеемся, что эти советы помогут начинающим пользователям ленточных пилорам в их не простом деле.
подробнее >> 




 Условия производства поддельной продукции были просто плачевными; кустарное сборочное оборудование было установлено на загроможденных столах; провода висели на гвоздях, вбитых в стены; контейнеры с расходными деталями и груды медного лома были разбросаны по полу; а рабочие были одеты в теплые куртки, чтобы не замерзнуть в холодных неотапливаемых помещениях. Эти незаконные предприятия не идут ни в какое сравнение с современными заводами в США, где производятся оригинальные расходные детали Hypertherm. В настоящее время компания Hypertherm сотрудничает с китайскими властями в целях изучения множества собранных доказательств, содержащих сведения о клиентах и поставщиках предприятий по производству поддельной продукции. Эта информация поможет компании Hypertherm и китайским властям на следующем этапе борьбы с фальсификаторами.
Предприятие компании Hypertherm
Условия производства поддельной продукции были просто плачевными; кустарное сборочное оборудование было установлено на загроможденных столах; провода висели на гвоздях, вбитых в стены; контейнеры с расходными деталями и груды медного лома были разбросаны по полу; а рабочие были одеты в теплые куртки, чтобы не замерзнуть в холодных неотапливаемых помещениях. Эти незаконные предприятия не идут ни в какое сравнение с современными заводами в США, где производятся оригинальные расходные детали Hypertherm. В настоящее время компания Hypertherm сотрудничает с китайскими властями в целях изучения множества собранных доказательств, содержащих сведения о клиентах и поставщиках предприятий по производству поддельной продукции. Эта информация поможет компании Hypertherm и китайским властям на следующем этапе борьбы с фальсификаторами.
Предприятие компании Hypertherm
 Предприятия по производству поддельной продукции
Предприятия по производству поддельной продукции
 Мы понимаем, как вам, нашим уважаемым партнерам, трудно конкурировать, когда поддельные расходные детали под видом оригинальных расходных деталей Hypertherm предлагаются по минимальной розничной цене. Такие поддельные детали часто вызывают сбои в работе систем и плохое качество резки, что приводит к излишним обращениям в службу технической поддержки и разочарованию конечных пользователей. Компания Hypertherm постоянно ведет свою борьбу. Несмотря на то, что недавний рейд нанес значительный удар по глобальному производству поддельных продуктов Hypertherm, битва еще не окончена. В настоящее время компания Hypertherm проводит активные расследования для борьбы с производством поддельной продукции в России, Индии, Вьетнаме, Китае и других странах.
Для того чтобы ваши клиенты не стали жертвами фальсификаторов, компания Hypertherm будет и впредь рекомендовать клиентам покупать детали только у наших авторизованных партнеров. Конечные пользователи должны проявлять осторожность, когда сталкиваются с необычно низкими ценами на «оригинальные» расходные детали, особенно при покупке через Интернет. Если вы или ваши клиенты столкнулись с подозрительной деятельностью или подозреваете, что приобрели поддельный продукт, и вам нужна помощь в проверке подлинности ваших расходных деталей, посетите страницу https://www.hypertherm.com/customer-support/getting-the-most-from-your-products/counterfeit-consumables , чтобы отправить отчет или связаться с местным представителем компании Hypertherm.
Компания Hypertherm продолжает расширять свои ресурсы по борьбе с производством поддельной продукции, чтобы вести борьбу непосредственно с его источниками. Мы прилагаем все усилия для защиты нашего бренда и бизнеса наших партнеров. подробнее >>
Мы понимаем, как вам, нашим уважаемым партнерам, трудно конкурировать, когда поддельные расходные детали под видом оригинальных расходных деталей Hypertherm предлагаются по минимальной розничной цене. Такие поддельные детали часто вызывают сбои в работе систем и плохое качество резки, что приводит к излишним обращениям в службу технической поддержки и разочарованию конечных пользователей. Компания Hypertherm постоянно ведет свою борьбу. Несмотря на то, что недавний рейд нанес значительный удар по глобальному производству поддельных продуктов Hypertherm, битва еще не окончена. В настоящее время компания Hypertherm проводит активные расследования для борьбы с производством поддельной продукции в России, Индии, Вьетнаме, Китае и других странах.
Для того чтобы ваши клиенты не стали жертвами фальсификаторов, компания Hypertherm будет и впредь рекомендовать клиентам покупать детали только у наших авторизованных партнеров. Конечные пользователи должны проявлять осторожность, когда сталкиваются с необычно низкими ценами на «оригинальные» расходные детали, особенно при покупке через Интернет. Если вы или ваши клиенты столкнулись с подозрительной деятельностью или подозреваете, что приобрели поддельный продукт, и вам нужна помощь в проверке подлинности ваших расходных деталей, посетите страницу https://www.hypertherm.com/customer-support/getting-the-most-from-your-products/counterfeit-consumables , чтобы отправить отчет или связаться с местным представителем компании Hypertherm.
Компания Hypertherm продолжает расширять свои ресурсы по борьбе с производством поддельной продукции, чтобы вести борьбу непосредственно с его источниками. Мы прилагаем все усилия для защиты нашего бренда и бизнеса наших партнеров. подробнее >>

 Впервые на выставке была представлена продукция Hypertherm (США), которую мы представляем как официальные дилеры с 2014г., установлены контакты, заключены новые сделки.
Впервые на выставке была представлена продукция Hypertherm (США), которую мы представляем как официальные дилеры с 2014г., установлены контакты, заключены новые сделки.
 Нас поддержали и с нами участвовали: AKIYAPAK (Турция) (трубогибочные станки, листогибочное оборудование, плазменное оборудование, зиговочные станки, промышленное сварочное оборудование ), DENER MAKINA (плазменное оборудование, координатно-пробивные, листогибочные пресса), STALEX (радиально-сверлильные станки, токарные, фрезерные станки) и другие.
Нас поддержали и с нами участвовали: AKIYAPAK (Турция) (трубогибочные станки, листогибочное оборудование, плазменное оборудование, зиговочные станки, промышленное сварочное оборудование ), DENER MAKINA (плазменное оборудование, координатно-пробивные, листогибочные пресса), STALEX (радиально-сверлильные станки, токарные, фрезерные станки) и другие.




 подробнее >>
подробнее >>








