Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:




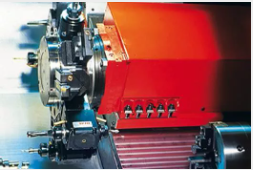
Станки серии MAXXTURN предназначены для высокоскоростной обработки деталей типа тело вращения за одну операцию. Уже базовой комплектации имеется ось С и приводной инструмент, что позволяет обрабатывать детали, требующие фрезерной обработки. Опциональный противошпиндель и ось Y позволяют расширить технологические возможности станка. При комплектации с автоматическим устройством подачи прутка, лотком для снятия готовых деталей, системой контроля износа и поломки инструмента станки предназначены для серийной обработки высокотехнологичных и высокоточных деталей, таких как распределители, плунжеры, штуцера, футорки, зубчатые шкивы.
ОБЛАСТЬ ПРИМЕНЕНИЯ:
Токарные обрабатывающие центры EMCO применяются во всех отраслях машиностроительной индустрии, как для основного, так и для вспомогательного производства, изготовление автомобильных компонентов, гидро- и пневмо- технике, а также в авиационно-космической промышленности, медтехнике и приборостроении. Широкий спектр автоматизации позволяет на базе станковMAXXTURN создавать гибкие производственные модули и участки для средне- и крупно-серийного производства с возможностью моментальной переналадки на различные детали.
Машиностроение


Приборостроение




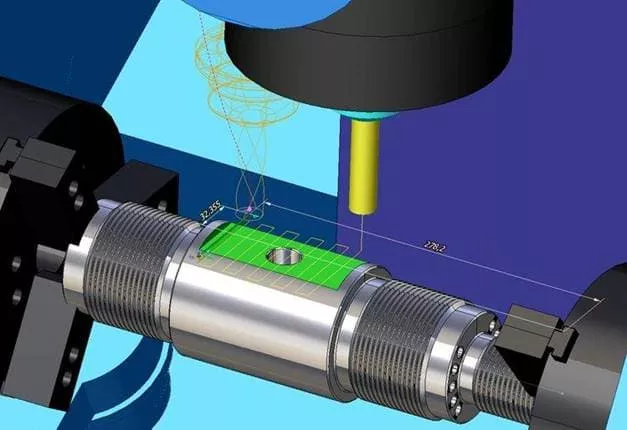
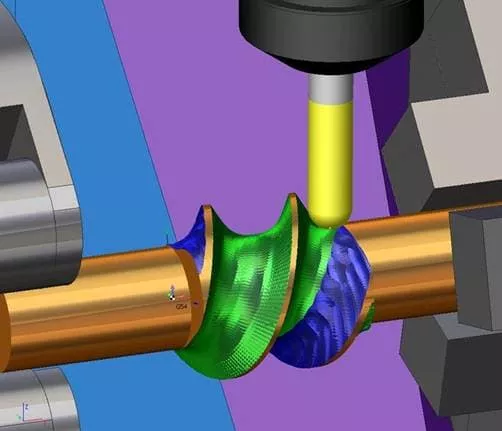
Схема обработки:
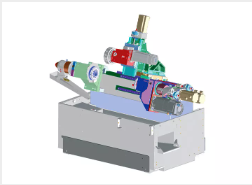
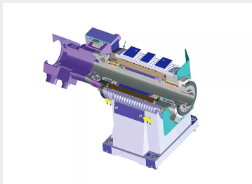
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ:
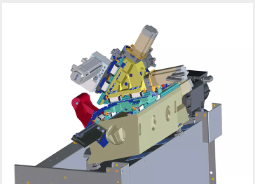 |
Сверхжесткая виброустойчивая наклонная станина на термически изолированном основании. |
 |
На станках MAXXTURN, кроме компактного MT25, ось Y встроена в базовую конструкцию станка и располагается под углом 90⁰ к оси X. Очень малое перемещение от основания для выполнения токарной обработки, сверления и фрезерования без обработки контура. |
 |
Компактная конструкция встроенного шпинделя с высокой мощностью привода. |
 |
Револьверная головка со встроенным сервомотором, обеспечивающим привод инструмента и поворот револьвера. |
 |
Система автоматического измерения инструмента |
 |
Контршпиндель и улавливатель деталей |
 |
Задняя бабка на роликовых направляющих и встроенным вращающимся центром. |
 |
Система крепления VDI Крепление инструментальной державки: клин с зубьями на хвостовике державки; |
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ:

© Компания Kazstanex, 2020
Поставка станков по всему Казахстану












