Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:

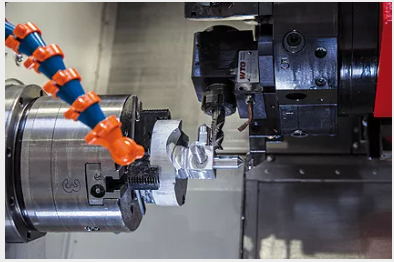
Станки серии EMCOTURN, в зависимости от комплектации, предназначены для высокоточного скоростного точения деталей с фасонными поверхностями, сверления и растачивания, а также фрезерования лысок, канавок, сложных поверхностей и конструктивных элементов с помощью осевого и радиального приводного инструмента.
При комплектации автоматическим устройством подачи прутка, лотком для снятия готовых деталей, системой контроля износа и поломки инструмента, станки предназначены для серийного производства.
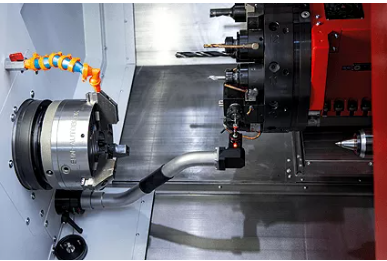
EMCOTURN Е25 представляет собой 2-х осевой токарный обрабатывающий центр с числовым программным управлением, приводными инструментами и задней бабкой
Назначение
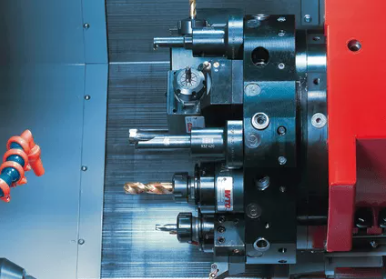
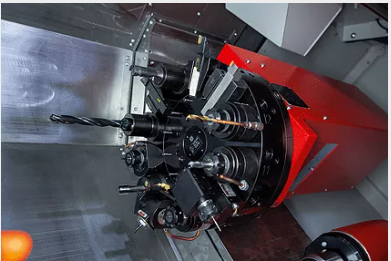
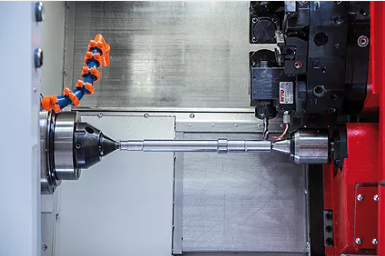
Токарная обработка любой сложности за счет револьверной головки на 12 инструментов
Особенности конструкции
Револьверная головка на 12 инструментов позволяет обрабатывать детали различной степени сложности за один установ. Высокая жесткость станка обеспечивает необходимую точность изготовления деталей.
Область применения:
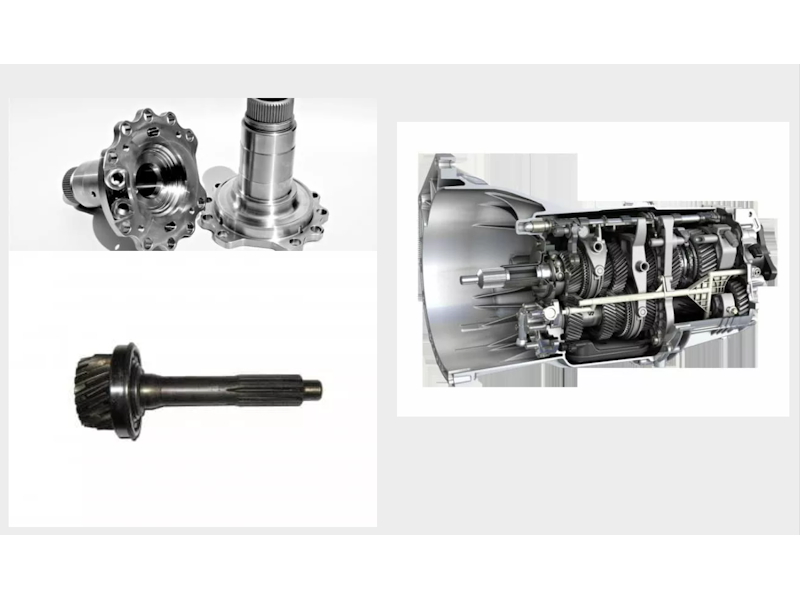
Токарные обрабатывающие центры EMCO применяются во всех отраслях машиностроительной индустрии, производстве гидро- и пневмо-компонентов, автомобильной промышленности, медицинской техники, а также в авиационно-космической промышленности и приборостроении. Благодаря автоматизации станки EMCOTURN успешно используются в средне- и крупно-серийном производстве с возможностью быстрой переналадки на широкую номенклатуру деталей.
Машиностроение
Климатическая техника

Лифты и лебедки

Схема обработки:

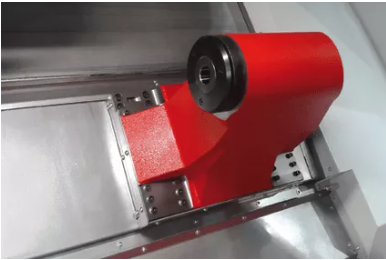
Конструктивные особенности:
 |
Компактная жесткая наклонная станина Обеспечивает удобный доступ в рабочую зону и естественную эвакуацию стружки. |
|
|
Различные варианты револьверных головок В том числе с приводным инструментом и Y-осью. |
 |
Задняя бабка с сервоприводом |
 |
Роликовые направляющие качения Bosch Rexroth по всем осям |
 |
Система измерения инструмента |
 |
Система крепления VDI Крепление инструментальной державки: клин с зубьями на хвостовике державки; |
Получаемые изделия:



© Компания Kazstanex, 2020
Поставка станков по всему Казахстану