Просто свяжитесь с нами,
а мы сделаем остальное:
а мы сделаем остальное:
Предлагаемый ленточнопильный станок объединяет в себе все преимущества ленточного пиления металла:
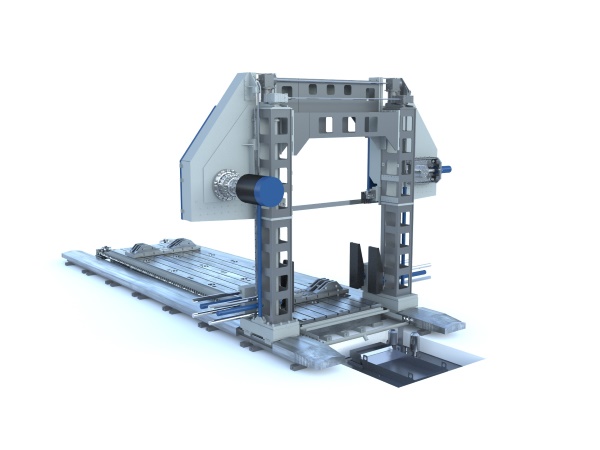
1.Конструкция станка выполнена с подвижным порталом и неподвижным столом грузоподъемностью до 70тн включительно.
2. Перемещение портала осуществляется как по команде на контролере, так и в ручном режиме по УЦИ.
3. Перемещение консоли станка осуществляется по сверхпрочным линейным направляющим на подшипниках при помощи сервоприводов с системой пылегрязезащиты.
4. Направляющие ленточного полотна зажимаются гидравлическими цилиндрами и автоматически регулируются в зависимости от диаметра заготовки.
5. Натяжка ленточного полотна осуществляется гидроприводом.
6. Станок оснащен гидравлическими тисками для зажима заготовки.
7. Привод пилы: мощность двигателя 30 кВт, тип редуктора планетарный Европейского производства.
8. Перемещение портала и консоли станка осуществляется по линейным направляющим при помощи сервопривода с системой пылегрязезащиты.
9. Станок оснащен системой автоматической регулировки скорости подачи пильной рамы в зависимости от нагрузки, системой автоматического контроля перпендикулярности реза с отображением на пульте управления станка и устройством проекции лазерной линии в линию реза.
10. Станок оснащен автоматической системой смазки линейных направляющих пильной рамы и портала.
11. Станок оснащен системой удаления стружки шнекового типа.
12. Станок оснащен автоматической системой очистки полотна.
13. Станок оснащен устройством контроля высоты заготовки.
14. Информация на панели управления отображается на русском языке.
15.Станок имеет следующие возможности:
-контроль скорости полотна;
-контроль скорости опускания консоли;
-контроль скорости перемещения портала;
-возможность дистанционной диагностики по сети интернет и системой онлайн индикации ошибок и интерфейсом в контроллере станка их поиска и устранения;
-системой учета количества отрезанных заготовок и их площади для последующего анализа ресурса полотна;
-предусмотрена система автоматического контроля перпендикулярности реза.
16. Шкаф и панель управления выполнены по классу герметичности по IP65 с системой охлаждения.
17. Система СОЖ замкнутого типа, бак с насосом вынесен за контур станка.
18. Гидростанция вынесена за контур станка.
19. Двигателя производствf Siemens, Sieme Motorc, Dutchi Motors; Гидрооборудование производства AtosControl, Oleodinamica Marchesini, Duplomatic,OLEOWEB; система PLC реализована на базе контроллеров Siemens.
20. Герметичность электрооборудования IP65, в системе охлаждения установлен куллер и термостат.
21.Система пылегрязезащиты направляющих горизонтального перемещения консоли изготовлена из металлических кожухов телескопического типа. Остальные подвижные части также оснащены пылегрязезащитой.
22.Регулировка направляющих полотна в зависимости от диаметра заготовки синхронизирована с движением тисков.
23.Замкнутая система СОЖ должна имеет элементы фильтрации от графитовых частиц, образующихся в процессе резания.
24.Точность продольного перемещения портала +/- 0,2 мм на метр.
25.Система опор ленточного полотна состоит из приводного, натяжного и двух вспомогательных шкивов.
При поставке станок оснащается Твердосплавными высокопроизводительными полотнами фирмы AMADA. Форма зубьев с различной шириной пропила снижает сопротивление резке. Подходит для полых сплошных заготовок большого диаметра, оказывающих значительное сопротивление резке.
Главный привод: планетарный редуктор Европейского производства с повышенным крутящимся моментом. Электродвигатель 30 кВт. Повышенная мощность привода обеспечивает обработку сплошных заготовок на повышенных скоростях. Повышенный запас прочности редуктора обеспечивает длительный срок эксплуатации. А так же электродвигатель снабжен принудительным охлаждением. Что позволяет производить рез труднообрабатываемых нержавеющих, коррозионно-стойких, жаростойких сталей на малых скоростях. Натяжение полотна производится гидравлической системой натяжения полотна. Натяжение полотна происходит при помощи гидроцилиндра. Управление натяжением осуществляется с пульта управления.
Система снабжена автоматической регулировкой натяжения полотна, показания которого отображается на панели управления. Все органы управления вынесены на пульт с панелью управления, что позволяет, находясь на одном месте, и полностью контролировать процесс резки.
Процесс резания оператор контролирует на расстоянии. Все рабочие процессы выполняются автоматически системой ЧПУ, также на станке установлены камеры наблюдения, что позволяет оператору ввести работу дистанционно. Пильная рама поднимается и опускается при помощи сервопривода и двух шариково-винтовых пар по сверхпрочным линейным направляющим, которые обладают высокой точностью перемещение пильной рамы, что положительно сказывается на качестве реза.
Механизм перемещения снабжен системой пылегрязезащиты. Режим резания подбирается путём изменения двух показателей: скорости резания (скорость движения ленточной пилы) и скорости подачи пильной рамы. Скорость резания и скорость подачи регулируется с пульта управления. Для высокопроизводительной резки заготовок система ЧПУ сама подбирает оптимальные режимы резания, что упрощает работу оператора на данном оборудовании.
Для уменьшения вспомогательного времени, активное охлаждение зоны резания с помощью подачи СОЖ помогает избежать перегрева инструмента и заготовки и очищает зону резания от стружки. Система подачи СОЖ состоит из насоса подачи и системы сбора и очистки СОЖ, это позволяет эффективно использовать СОЖ при её небольшом количестве и расходе. Модульная наборная трубка подачи СОЖ обеспечивает подачу охлаждающей жидкости непосредственно в зону распила, что помогает очищать зону резания от стружки и избежать перегрева инструмента.
Система снабжена электромагнитным клапаном и дроссельным регулятором, что позволяет дозировать подачу СОЖ. Дополнительно системой охлаждения снабжены лентодержатели пильной рамы. Во время резки образуется большое количество стружки. Часто стружка прилипает к пиле или остаётся между зубьями.
Для удаления стружки с полотна станок оснащён специальной щёткой. Привод щётки производиться от собственного электродвигателя, что позволяет независимо работать от приводных шкивов ленты. Электродвигатель щетки вынесен за рабочую поверхность пилы, что позволяет его сохранить от попадания на него СОЖ.
Станок снабжен лентодержателями с твердосплавными направляющими, которые позволяют достичь высокой точности направления режущего полотна.Так же в лентодержатели входят подшипники для выравнивания полотна. Так же на станке установлен лазерный указатель линии реза, указывающий место распила. Защита оператора и защита подвижных частей станка обеспечивается системой защитных выключателей.
Станок остановится, если пила сломалась, не включится, если пила не натянута или материал не зажат в тисках, или, если защитные крышки шкивов не закрыты. Гидростанция ленточнопильного станка снабжена индикатором уровня рабочей жидкости с встроенным термометром для определения температуры. Данный вид ленточнопильного станка представляет собой специальное оборудование для резки металла в поперечном направлении.
Особенности конструкции: Пильная рама перемещается вверх вниз по рельсовым направляющим. Те в свою очередь жестко закреплены на портале. Портал представляет собой сварную конструкцию П-образного вида. Портал вместе с пильной рамой при помощи серводвигателя перемещается вдоль стола по линейным направляющим на расстояние до 8000 мм.
Механизмы перемещения снабжены системой пылегрязезащиты. Стол на ленточнопильном станке представляет собой ровную плоскость с Т образными пазами, на него устанавливается заготовка и фиксируется клиньями и зажимами.
Благодаря такой компоновки заготовка находится на столе неподвижно, а пильная рама перемещается вдоль ее длины. Это позволяет производить разрезание заготовки без смены баз, что положительно сказывается на точность распиловки.
По краям стола размещены гидравлические тиски, которые позволяют не только удерживать заготовку во время пиления, но и при помощи их производиться установка заготовки на столе. Загрузка и выгрузка заготовок осуществляется при помощи крана.
© Компания Kazstanex, 2020
Поставка станков по всему Казахстану















